Hemen, Txinako kontratxapatuen fabrikatzaileek gogorarazten dizute kontratxapatua erostean ezinbestekoa dela iturburuaren fabrikatzailea aurkitzea aukera profesional, seguru eta ekonomikoago baterako.
Zer da kontratxapatua
KontratxapatuaMundu osoko hainbat eraikuntza-proiektutan erabiltzen den egur-oinarritutako panelen produktu polifazetiko eta ezagunenetako bat da. Erretxina eta egur xafla xaflak lotuz sortzen da, paneletan saltzen den material konposatua osatzeko. Normalean, kontratxapatuak oinarrizko xaflak baino maila handiagoko aurpegiko xaflak ditu. Nukleo geruzen funtzio nagusia toleste-esfortzuak handienak diren kanpoko geruzen arteko bereizketa handitzea da, horrela toleste-indarren erresistentzia areagotuz. Honek kontratxapatua aukera bikaina da indarra eta malgutasuna eskatzen duten aplikazioetarako.

Ekoizpen prozesuen hastapena
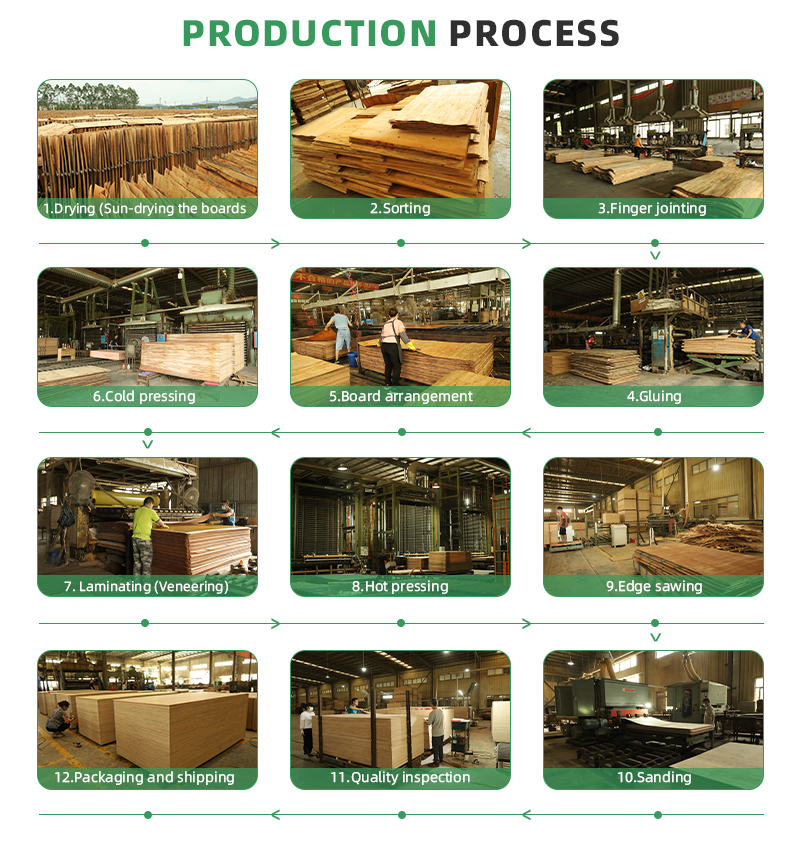
Kontratxapatua, geruza anitzeko ohola, xafla ohola edo core ohola izenez ezagutzen dena, xafla zatiak moztu eta gero itsatsi eta beroan sakatuz egiten da taula hiru geruza edo gehiagotan (kopuru bakoitia). Kontratxapatuaren ekoizpen-prozesuak barne hartzen ditu:
Enbor moztea, zuritzea eta xerra moztea; Lehortze automatikoa; Splicing osoa; Kola eta totxoen muntaketa; Prentsaketa hotza eta konponketa; Prentsatze beroa eta ontzea; Zerratzea, arraspatzea eta lixatzea; Hiru aldiz prentsaketa, hiru aldiz konponketa, hiru aldiz zerra eta hiru aldiz lixatzea; Betetzea; Amaitutako produktuen ikuskapena; Enbalatzea eta biltegiratzea; Garraioa
Enbor moztea eta zuritzea
Zuritzea da kontratxapatua ekoizteko prozesuko loturarik garrantzitsuena, eta zuritutako xaflaren kalitateak zuzenean eragingo du amaitutako kontratxapatuaren kalitatean. 7 cm-tik gorako diametroa duten enborrak, hala nola eukaliptoa eta hainbat pinua, moztu, zuritu eta, ondoren, 3 mm-tik beherako lodiera duten xaflatan mozten dira. Zuritutako xaflak lodiera-uniformitate ona dute, ez dute kola sartzeko joerarik eta eredu erradial ederrak dituzte.
Lehortze automatikoa
Lehortze-prozesua kontratxapatuaren formarekin lotuta dago. Zuritutako xaflak garaiz lehortu behar dira haien hezetasun edukia kontratxapatuaren ekoizpen eskakizunetara iristen dela ziurtatzeko. Lehortze-prozesu automatizatuaren ondoren, xaflaren hezetasun-edukia % 16tik behera kontrolatzen da, oholaren deformazioa txikia da, ez da erraza deformatzen edo deslaminatzen, eta xaflaren prozesatzeko errendimendua bikaina da. Lehortze metodo natural tradizionalarekin alderatuta, lehortze prozesu automatikoa ez du eguraldiak eragiten, lehortzeko denbora laburra da, eguneroko lehortzeko ahalmena indartsua da, lehortzeko eraginkortasuna handiagoa da, abiadura azkarragoa da eta efektua hobea da.
-Drying-Sun-drying-the-boards.jpg)
Splicing, itsatsi eta bilketa bilketa osoa
Ejuntura-metodoak eta erabilitako itsasgarriak kontratxapatuen oholaren egonkortasuna eta ingurumenarekiko errespetua zehazten dute, hori baita kontsumitzaileentzako kezka gehien. Industriako azken splicing metodoa splicing metodo osoa eta horzdun splicing egitura da. Lehortutako eta zuritutako xaflak ohol handi oso batean uztartzen dira, xaflaren elastikotasun eta gogortasun ona bermatzeko. Itsatsi-prozesuaren ondoren, xaflak gurutzatutako ereduan antolatzen dira egur-alearen norabidearen arabera totxo bat osatzeko.

Prentsaketa hotza eta konponketa
Prentsatze hotza, aurreprentsa gisa ere ezaguna, xaflak funtsean elkarri atxikitzeko erabiltzen da, hala nola xaflaren desplazamendua eta nukleo-taulen pilaketa bezalako akatsak saihestuz mugitzeko eta manipulatzeko prozesuan, eta, aldi berean, kolaren jariakortasuna areagotzen du errazteko. xaflaren gainazalean kola-film on bat sortzea, kola gabeziaren eta kola lehorren fenomenoa saihestuz. Totxoa aurreprensatzeko makinara garraiatzen da eta 50 minutuko prentsa hotz azkarren ondoren, core taula egiten da.
Taulen totxoen konponketa prozesu osagarri bat da beroa prentsatu aurretik. Langileek oinarrizko taularen gainazaleko geruza konpontzen dute geruzaz geruza bere gainazala leuna eta ederra dela ziurtatzeko.

Prentsatze beroa eta ontzea
Beroan prentsatzeko makina kontratxapatua ekoizteko prozesuko ekipamendu garrantzitsuenetako bat da. Prentsatze beroak modu eraginkorrean ekidin ditzake burbuilak eratzeko eta tokiko delaminazio-arazoak kontratxapatuan. Beroan prentsatu ondoren, totxoa 15 minutu inguru hoztu behar da produktuaren egitura egonkorra dela ziurtatzeko, indarra handia dela eta deformazioa saihesteko. Prozesu hau "sendatze" aldia deitzen dioguna da.

Zerra, arraspatu eta lixatzea
Ontze-aldia igaro ondoren, totxoa zerra makinara bidaliko da, dagozkion zehaztapen eta neurrietan mozteko, paralelo eta txukun. Ondoren, oholaren gainazala urratu, lehortu eta lixatzen da, taularen gainazalaren leuntasun orokorra, ehundura argia eta distira ona bermatzeko. Orain arte, kontratxapatua ekoizteko prozesuaren 14 ekoizpen prozesuen lehen txanda amaitu da.
Hiru aldiz prentsaketa, hiru aldiz konponketa, hiru aldiz zerra eta hiru aldiz lixatzea
Kalitate handiko kontratxapatuak leunketa-prozesu fin ugari igaro behar ditu. Lehenengo lixatu ondoren, kontratxapatuak bigarren geruza bat egingo du, hotz prentsaketa, konponketa, beroa prentsaketa, zerraketa, arraspa, lehorketa, lixa eta puntu-arrasketa, guztira 9 prozesu bigarren txandan.
Azkenik, totxoa teknologia bikain eta eder batekin itsatsi da egur-azalera, mahoizko gainazalarekin, eta kontratxapatu bakoitza hirugarren prentsaketa hotz, konponketa, beroa prentsaketa, urradura, lixa, zerra eta beste 9 prozesu bat ere pasatzen du. Guztira "hiru prentsaketa, hiru konponketa, hiru zerra, hiru lixatze" 32 ekoizpen-prozesu, ohol-azalera laua, egituraz egonkorra, deformazio txikia duena eta ederra eta iraunkorra ekoizten da.

Betetzea, Amaitutako Produktuen Sailkapena
Eratutako kontratxapatua azken ikuskapenaren ondoren ikuskatu eta betetzen da eta, ondoren, sailkatu egiten da. Lodiera, luzera, zabalera, hezetasun edukia eta gainazaleko kalitatearen eta beste estandar batzuen proba zientifikoen bidez, ekoiztutako kontratxapatu bakoitza kalitate kualifikatua eta egonkorra dela ziurtatzeko, errendimendu fisiko eta prozesatzeko errendimendu onenarekin.

Ontziak eta biltegiratzea
Amaitutako produktua hautatu ondoren, langileek kontratxapatua biltegian sartzen dute eguzkia eta euria saihesteko.

TONGLI TIMBER
Zertarako erabiltzen da kontratxapatua?
Kontratxapatua hainbat industriatan erabiltzen den taula mota arrunta da. Sailkatzen dirakontratxapatua arruntaetakontratxapatua berezia.
-ren erabilera nagusiakkontratxapatua bereziahonako hauek dira:
1.Grade bat egokia da goi-mailako apaingarri arkitektonikoetarako, goi-mailako altzarietarako eta etxetresna elektrikoetarako karkasetarako.
2.Grade bigarren egokia da altzarietarako, eraikuntza orokorrerako, ibilgailuetarako eta ontzien apaingarrietarako.
3.Hirugarren kalifikazioa eraikin baxuko eraberritze eta ontziratzeko material egokia da. Kalifikazio berezia goi-mailako apainketa arkitektonikoak, goi-mailako altzariak eta baldintza bereziak dituzten beste produktuetarako egokia da.
Kontratxapatua arruntaKlase I, II Klase eta III Klaseetan sailkatzen da, prozesatu ondoren kontratxapatuen akats materialen eta prozesatzeko akatsen arabera.
1.Class I kontratxapatua: Eguraldiarekiko erresistentea den kontratxapatua, iraunkorra eta irakitea edo lurrun tratamendua jasan dezakeena, kanpoko erabilerarako egokia.
2.II klaseko kontratxapatua: Urarekiko erresistentea den kontratxapatua, ur hotzetan busti daitekeena edo epe laburrean ur beroa busti daitekeena, baina irakiteko egokia ez dena.
3.III. Klaseko kontratxapatua: hezetasunari erresistentea den kontratxapatua, epe laburrean ur hotzean beratzen jasateko gai dena, barruko erabilerarako egokia.

Argitalpenaren ordua: 2024-08-08






